




 扫一扫
扫一扫
衬胶管道dn100不锈钢衬塑管好产品放心购")
耐油硫化橡胶管,耐油管有哪些,我们是做衬胶管道 衬塑管道 电厂脱硫衬胶管道 化工衬塑管道,耐油硫化橡胶管,耐油管有哪些?橡胶板的种类很多,有耐油系列,耐磨系列,耐高温系列,耐腐蚀系列等。当需要采购时,一定要要向采购厂家说清楚我们的应用领域,还有我们介质的输送,温度等特性。
耐油硫化橡胶管我们用的是抗油系列的氯丁橡胶板,有良好的耐酸油及耐候性能,主要用于磷酸及脱盐作用。
给大家介绍一下怎样选择使用胶板:
(1)脱硫温度在70——120 度之间选用丁基橡胶板
(2)介质酸性较强的选用丁基橡胶
(3)介质碱性较强的 氯丁橡胶
(4)大型罐体现场制作
(5)温度 低于50度采用预硫化丁基橡胶
(6)高于50度的包胶后密封罐体 功过蒸汽硫化。
耐油硫化橡胶管技术咨询联系张经理:13592088108
(1)颗粒较大 冲击性强 内衬采用进口橡胶 Lina rd 60 胶板
颗粒较小的 采用 Linatex 40 胶板
(2)含油量大的 采用 Linatrile N55胶板
三、石化、电厂、化工厂 水处理管道
(1)温度低于50度,弱酸弱碱,内衬使用天然半硬橡胶。
(2)排水、废液处理装置、污水处理装置:混凝土槽、中和槽衬胶。
四、铝业公司:氢氧化钠贮槽内衬采用氯丁橡胶。
五、化学工业:氯碱装置、盐水槽染料、化学品等设备及管道衬胶。
六、钢铁厂:盐酸回收装置、焦炭炉脱硫装置、酸洗装置及配套管道衬胶内衬采用丁基橡胶。
洛阳纵横制造本着科技创新,用户至上的理念,采用先进的设计、制造和安装技术,进一步为广大用户提供安全可靠和优良性价比的耐磨,防腐蚀管道产品,进一步促进我国管道行业的发展。企业质优的产品,良好的性价比,认真负责的履行合同和优秀的售后服务,使公司赢得了广大用户的赖,随着公司的不断研发,不断创新产品系列分为衬塑钢管系列、橡胶衬里系列、HDPE给水管和钢衬塑、衬胶大型储罐等系列,在化工、环保、石油、冶金、食品、市政、矿山行业、煤炭矿业、建筑工程等领域得到了迅速广泛的应用。
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
纵横机械制造有限公司是坐落在空港产业集聚区,企业现有现代化厂房和先进的生产设备。 公司拥有一支强大的生产管理、销售及售后服务团队,以高品质的产品保证、贴心的市场服务满足国内外市场的需求。公司主营 不锈钢衬塑管、。我司产品销售遍地,在新的世纪,同茂人将秉持“以人为本,追求新高”的企业精神,不断进取,在经济一体化的大潮中,向更高的目标迈进!希望通过我们的努力,借助您的支持,让我们共同谱写同茂美好的明天。
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
钢管衬胶哪家好,洛阳纵横制造专业生产钢管衬胶,碳钢衬胶等管件。纵横制造拥有强大的焊接,喷砂,衬胶团队。在电厂,化工厂,冶炼厂等脱硫衬胶领域做出了巨大贡献。
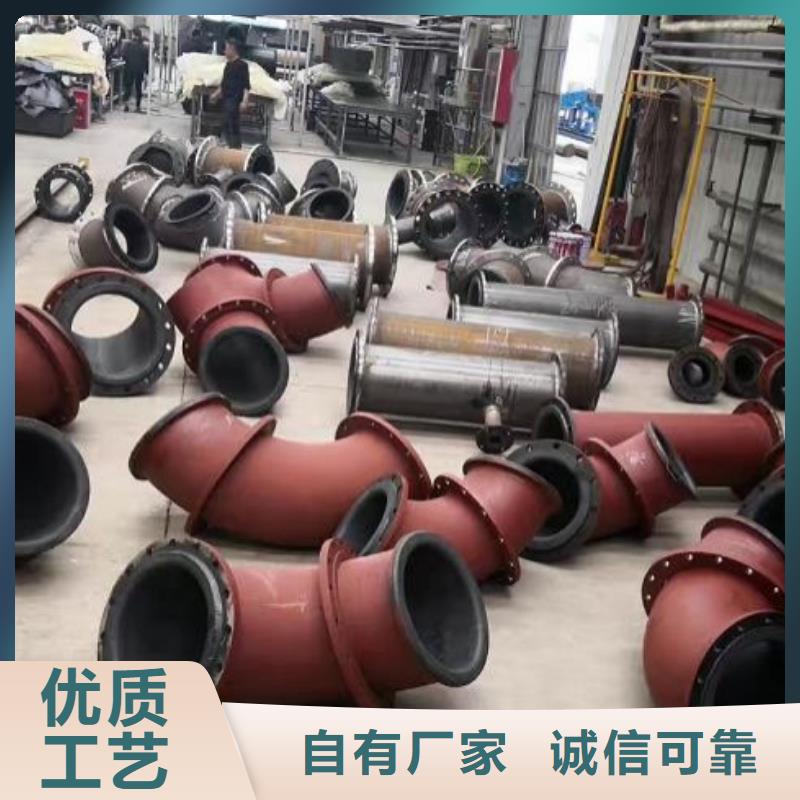
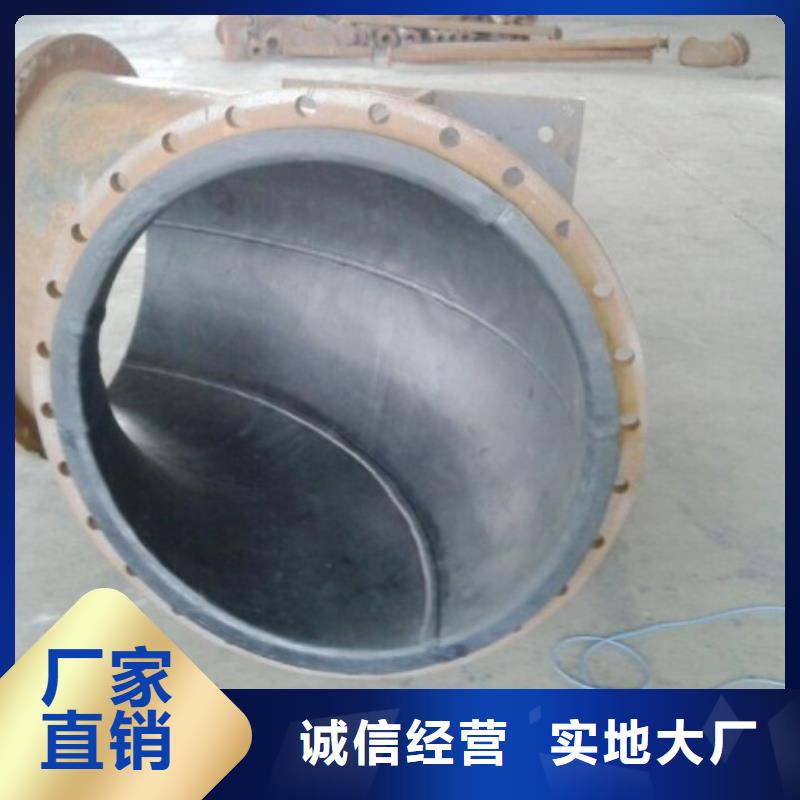
丁钢管衬胶是衬胶管道的一种,外部以钢或者硬质结构为管道骨架,以耐磨、防腐、耐温等性能优异的橡胶做为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备。产品具有高耐磨、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,能明显减小输送介质对管壁的冲击磨损。
钢管衬胶运用原理:
运用橡胶的“以柔克刚”,解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高的对输送管路起到保护作用,使用衬胶管的优势。
判定钢管衬胶哪家好的标准:
现在市场竞争激烈,管道价格透明,厂家大小多得很,让人眼花缭乱。市场恶性竞争严重。有很多客户一看报价,贵的立马踢掉,留下的都是价位超低厂家。
洛阳纵横制造衬胶管道有限公司是 一家以质量来取胜的厂家,不会为了一个单子去拼杀价格。纵横制造从原材料采购,制作工艺,生产环节等各个把关,做好的管件做探伤,打压试验,做成品衬胶管电火花检测等。的绝不应许不合格的产品流入市场。严把质量关,做合格质优的产品来面对市场,回馈客户。
影响钢管衬胶寿命的因素:
1、橡胶的性能
电力管道的选择应根据其工矿条件而定,不同环境条件下应使用不同类型的胶板,如果选择不当,将直接影响衬胶管道的使用。
2、橡胶与钢管的粘接强度
粘接度不强,会造成衬里层受力不能够很好的分解,导致局部受力不均或脱落,造成了衬胶管局部快速腐蚀。
3、电力管道的工矿条件
腐蚀性,温度以及使用强度等都会影响到衬胶管的使用寿命,因此在选择之初应对衬胶管做出合理的分析,选择适合工矿条件的衬胶管道。
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
衬胶管道dn100不锈钢衬塑管好产品放心购")
技术支持:k797.com